 English
English Chinese
Chinese




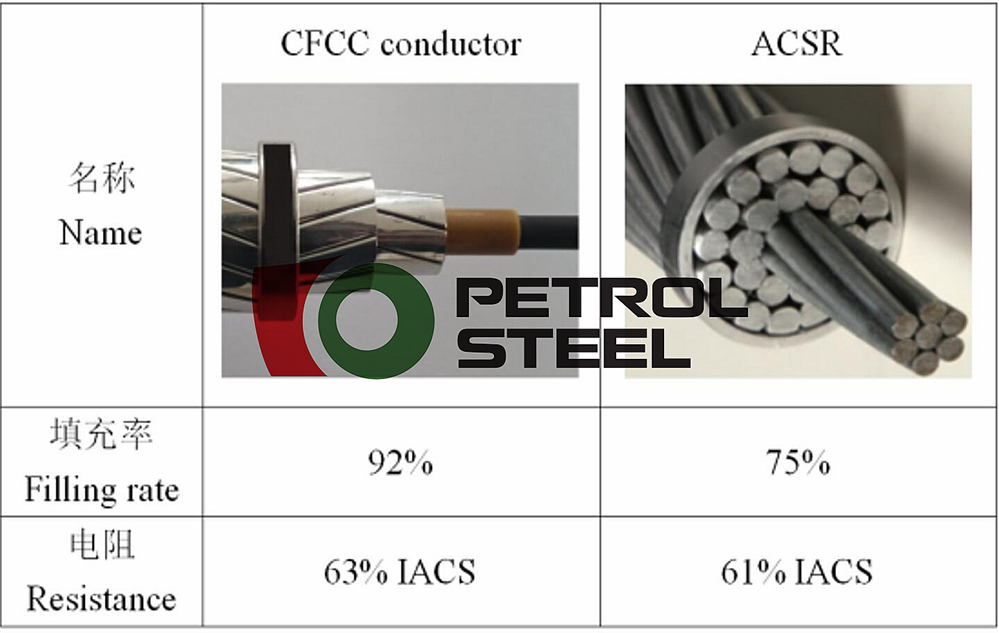
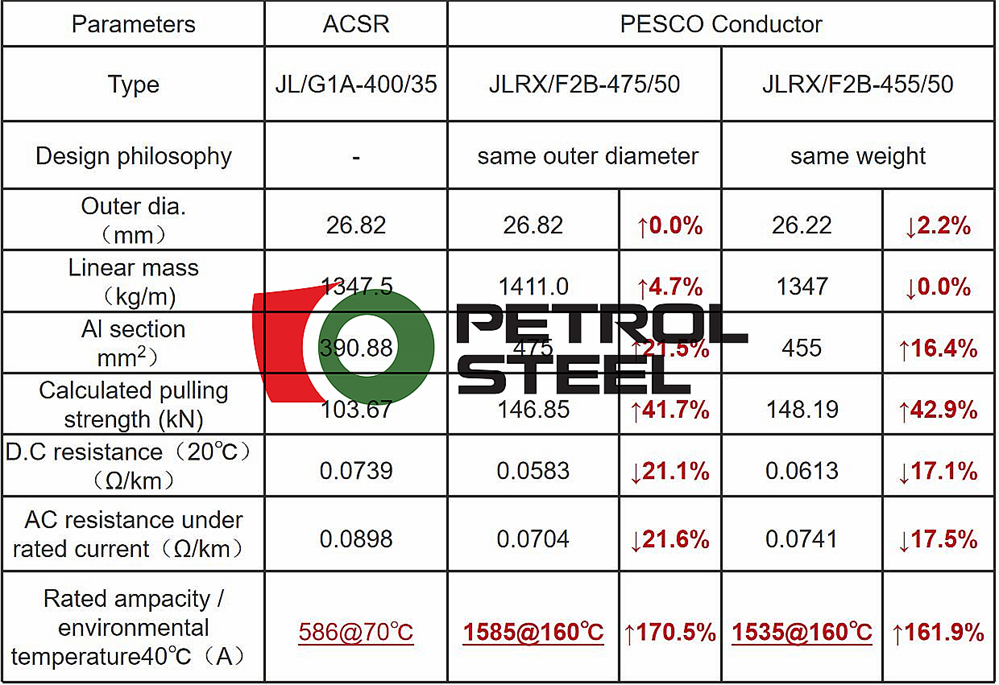


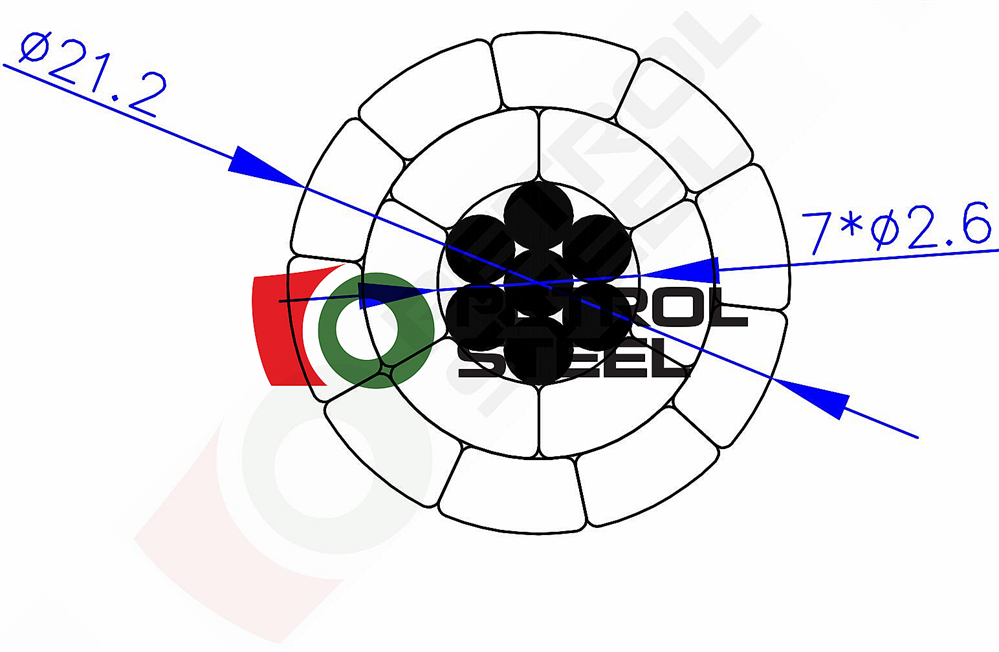

Construction preparation of PESCO CFCC Carbon Fiber Composite Core Conductor ACFR ACCC.
Machines and tools preparation
Tension machine selection should satisfy the corresponding tension requirement of CFCC.
Tension stringing special stress instrument: traction net, special clamp for composite core, performed strain clamp. These instruments should meet features of CFCC, and match with the conductor, composite core, and major machines & tools.
The diameter of the tension wheel should not be less than 50 times the diameter of the CFCC.
Special clamp for CFCC: special clamp for PESCO CFCC Carbon Fiber Composite Core Conductor ACFR ACCC should be used during the construction. The different types of special clamps can not be replaced without verification.

In the following methods, Anti-bending rotary connectors are used to meet the head and tail between two wheels of PESCO CFCC Carbon Fiber Composite Core Conductor ACFR ACCC..
Splicing sleeve protector: The spicing sleeve protector shall be used when the splicing needs to go through the pulley. The bending radius should be the same as that of the bottom of the pulley.
Prefabricated drawing device:
The lifting hook should have adequate bearing size. The bending radius of the lifting hooks should be not less than 1000mm, and the width of it should not be less than 299mm.
Crossing construction preparation
When the tension stringing cross-building, it requires that the touchpoint should be overhead. To ensure the safety of construction and spanned buildings.
The dimension of the crossing shelf should consult SDJJS2 standards in the tension stringing.
The touch part of the crossing shelf with PESCO CFCC Carbon Fiber Composite Core Conductor ACFR ACCC should be taken the protection measures.

Pulley selection should comply with DL/T 685 Basic requirements, inspection specification, and determination methods of conductor stringing sheave and shall meet the following requirements.
The diameter of the pulley groove's bottom should be greater than the CFCC diameter 30 times.
The pulley groove's depth should be greater than the PESCO CFCC Carbon Fiber Composite Core Conductor ACFR ACCC. diameter l.25 times.
The Pulley groove should use soft tenacity materials, such as rubber, and nylon. The friction coefficient of the pulley groove should be less than 1.015.
Match with the tension stringing.
The traction plate should match the pulley, its aim is to ensure the passing ability.
The pulley should meet the maximum workload.
The width of the pulley groove should be larger than the outer diameter of the spicing sleeve protector.

When the envelope angle between the conductor and the pulley is more than 25°, it must use two pulleys to reduce the angle; when more than 60°, the conductor must not pass.
Preparation before tension springing includes removing the obstacles in the channel, build-up the crossing shelf, choosing the tension and traction site, the tension and traction site leveling and road reparation, hanging suspension string for the support tower and pulley, hanging pulley for angle tower, hang pulley for the ground wire, etc.
Tension stringing length mainly according to quality requirements and efficiency of stringing.
Tension stringing length should be less than 6 km, and the number of pulleys should not be more than 12. When it is very difficult to choose a tension site, the number of pulley should not be more than 15. When across the particularly important buildings, such as railways, highways, or 110 kV and above power lines, etc., you should be appropriate to shorten the stringing length to ensure finish the stringing safely and quickly.

Tension site selection principles
The following situation should not be chosen as the tension site: It contains important crisscrosses or there are many crisscrosses in the tension site.
The height difference between the adjacent tower suspension point and tension machine is large.
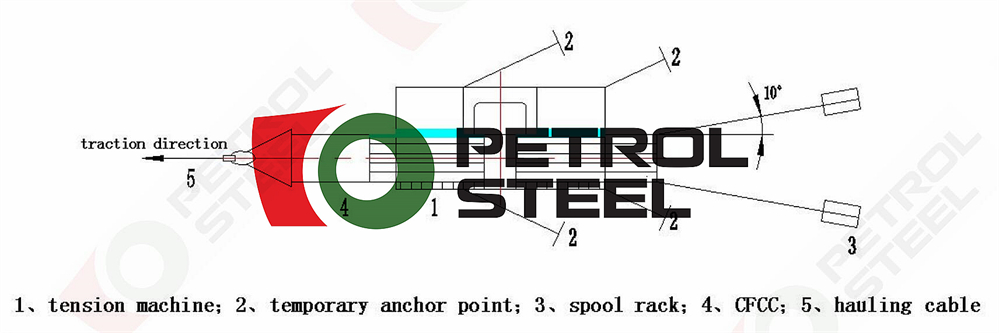
The tension site layout should be paid attention to:
Generally, the tension machine is layout in the centerline of the transmission line, and determining the stringing direction of the tension machine should be in the centerline.
The forced direction of the Tension machine wire wheel must be perpendicular to its own axis.
Tractors, tension machine, the rack must be anchored according to the operation instruction.
The distance from the coil center to the tension machine should be less than 10 meters, but shall not be less than 7 meters. The angle between coil and tension machine wire wheel shall not be greater than 10°.
For more recommendations and choices on the PESCO CFCC Carbon Fiber Composite Core Conductor ACFR ACCC, please send us the inquiry, you will get a quick reply soon.
Headquarter: A-4F, Vantone Center, A6, Chaowai St., Chaoyang Dist., Beijing, China.
Tel/Fax: +86 10 8599 9168
Whatsapp/Wechat: 0086 159 0035 7871
Email: sales@petrolsteel.com, jackywinn@foxmail.com





